Laboratory refrigerator
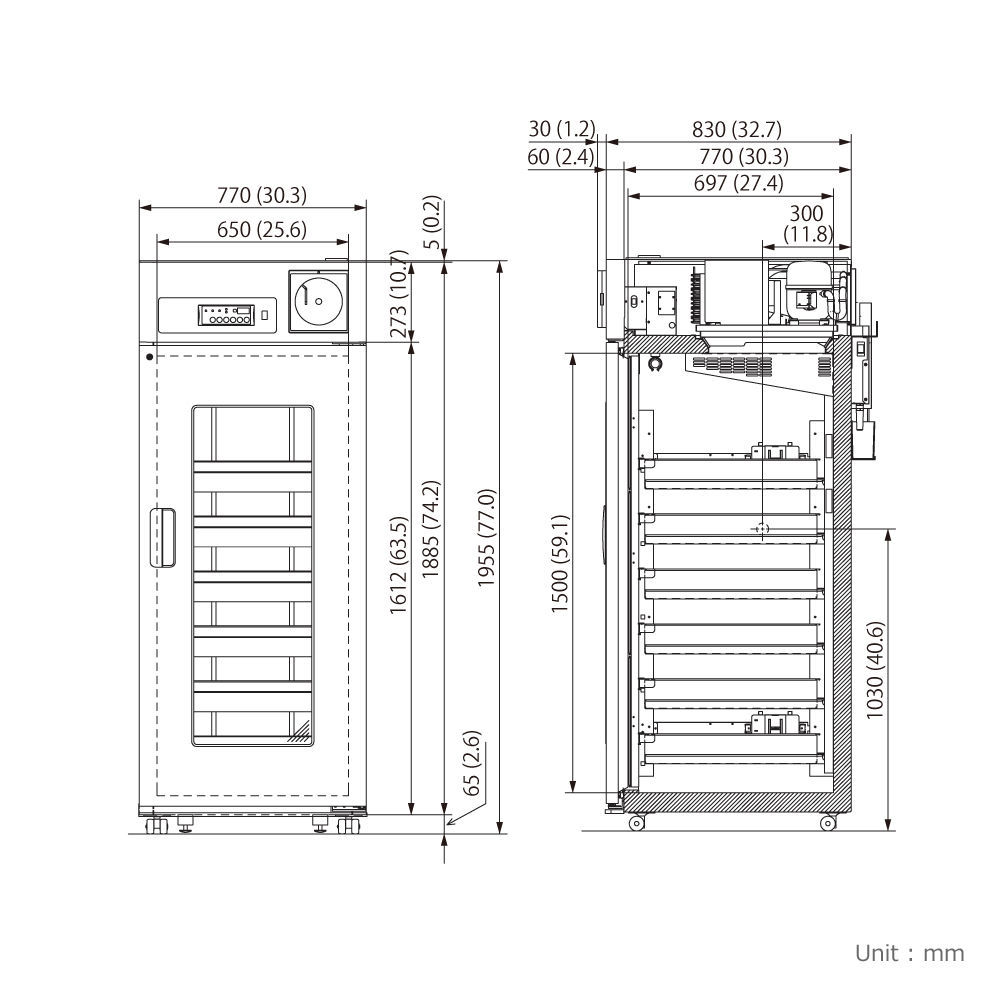
MBR-705GR-PE
The MBR-705GR-PE blood bank refrigerator is designed for stable and reliable temperature control utilizing PHCbi original technology. A special highly efficient compressor designed and developed by PHCbi provides rapid cooling and quiet performance for each model. Ideally suited for whole blood storage with stable and reliable temperature control for various inventory loads. MBR Blood Bank Refrigerators offer superior temperature recovery, rapid cooling and quiet performance for each model. Designed with all the features for blood product preservation such as superior uniformity, microprocessor control, and large flexible storage capacity. Whatever your preservation needs are, PHCbi provides the right equipment to meet your exact needs.
Benefits
Stable Temperature Control
Forced Air Circulation for Enhanced Temperature Stability
User Friendly Design
Environmental Friendly
The Ideal +4°C Environment for Safe & Reliable Storage of Whole Blood
Features
Roll-out drawers
Plexiglas inner doors
Single Door
Temperature Monitoring Features
Two thermistor sensors
MBR series are designed to minimize cold air loss even with frequent door openings.
Audible and flashing LED visual alarms
Built-in temperature recorder, standard.
Unified remote monitoring system for Panasonic Biomedical products (optional)
Panasonic Data Acquisition Software MTR-2000
Analogue module required.
Stable
Temperature Control
Temperature is controlled by two sensors located in the liquid-loaded monitor bottles, which are in the shape of a blood bag to simulate its thermal characteristics.


 USDEnglish
USDEnglish TRYTurkish
TRYTurkish




 Request a Meeting
Request a Meeting