Tuberculosis rapid diagnostic test
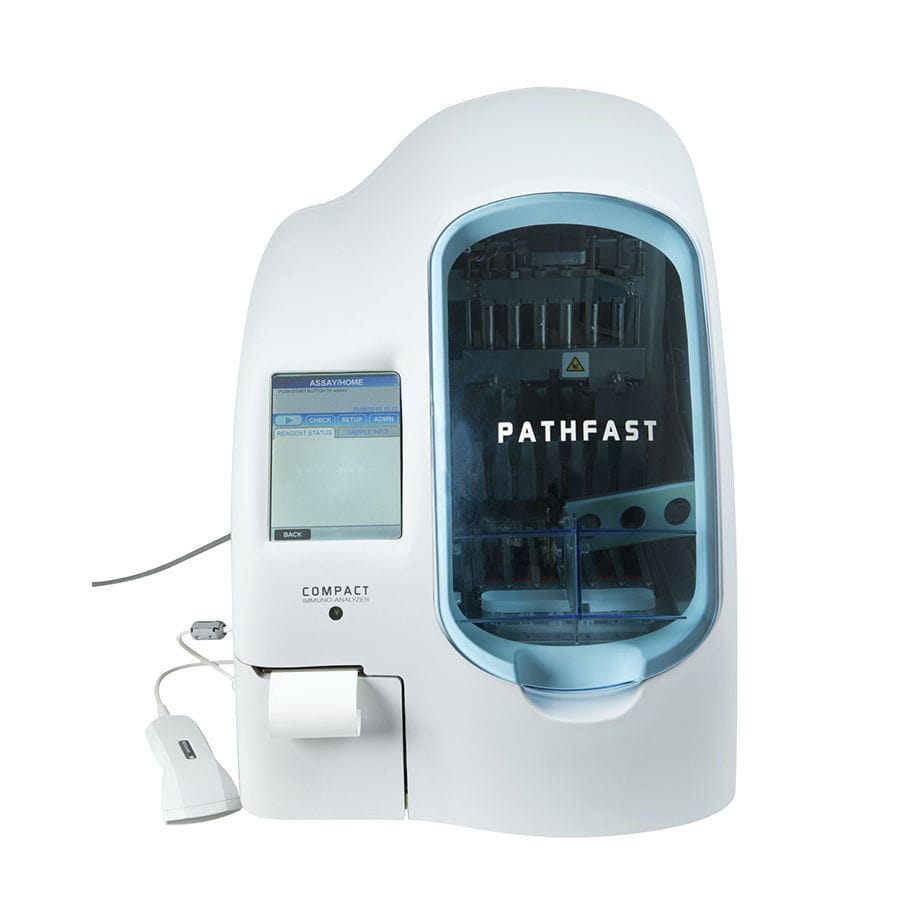
PATHFAST™
PATHFAST™ TB LAM Ag test is a product for in vitro diagnostic use with the PATHFAST™ automated analyser for the quantitative measurement of lipoarabinomannan (LAM) in human sputum. PATHFAST™ TB LAM Ag test is intended to be used:
as an aid to the diagnosis of TB
by laboratory technician, nurse or physician
in a hospital or clinical laboratory setting.
The PATHFAST™ TB LAM Ag test procedure is based on a chemiluminescent enzyme immunoassay and MAGTRATION*. All required components for performing the testing are packed in one reagent cartridge.
By loading PATHFAST™ TB LAM Ag cartridge into the in vitro diagnostic system PATHFAST™, the quantification of LAM can be accurately measured within 17 minutes.
LAM is a 17.5 kDa glycolipid present in the mycobacterial cell wall [6] . LAM can be detected in the sputum of TB patients, and LAM concentration correlates well with the score of smear microscopy and time to detect of a culture
Benefits of choosing PATHFAST™ TB LAM Ag test
PATHFAST™ TB LAM Ag test stands out with many benefits for TB treatment monitoring due to its numerous competitive advantages.
Minimal containment requirements: It doesn't demand high-level biosafety containment (e.g. BSL3 lab), making it ideal for resource-limited settings.
Ease of use: Its straightforward operation that requires minimal training, streamlining workflow.
Quantitative precision: It provides quantitative results allowing for a deeper understanding of TB treatment efficacy.
High sensitivity: It detects lower LAM concentrations, enabling TB treatment monitoring also in patients with low bacterial loads.

 USDEnglish
USDEnglish TRYTurkish
TRYTurkish

 Request a Meeting
Request a Meeting